





我们的现场实拍视频将带您走进沉降板厂家送货上门产品的世界,让您亲眼见证其优点和特点,为您的购买决策提供有力支持。
以下是:沉降板厂家送货上门的图文介绍


如果您的城市下雪了,那么在进行江苏无锡沉降板的制作和焊接工作时,需要特别注意相关的规范和标准,以确保施工质量和性。以下是一些关于江苏无锡沉降板规范焊接的详细信息:
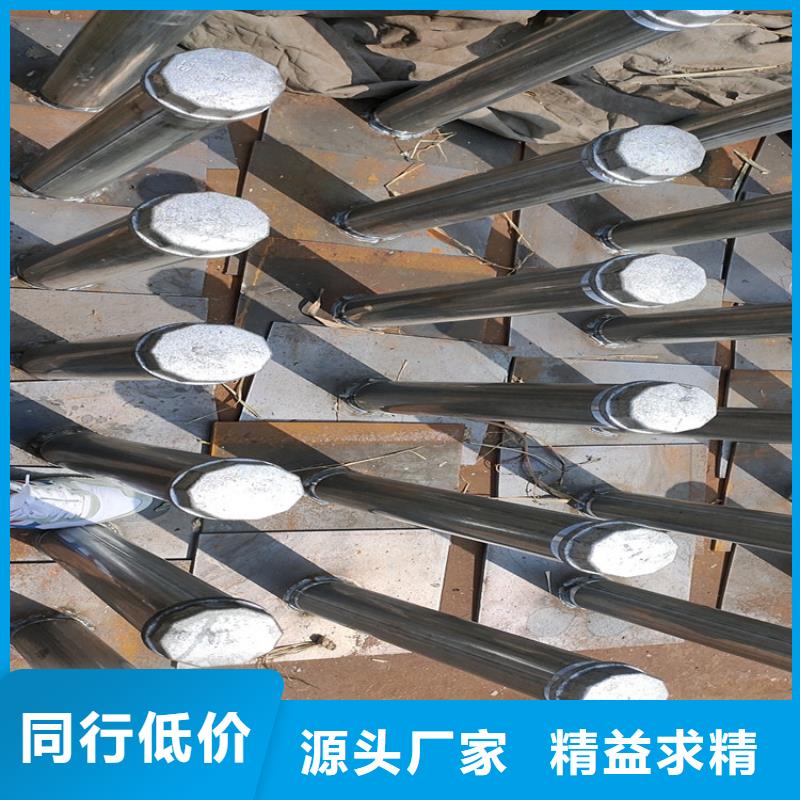
江苏无锡沉降板尺寸:江苏无锡沉降板的底板尺寸一般为120cm x 50cm x 3cm,测杆采用40mm钢管,与底板固定在垂直位置上,保护套采用塑料套管,套管尺寸以能套住测杆并使标尺能进入测头为宜。
江苏无锡沉降板焊接:在焊接江苏无锡沉降板时,应使用符合设计要求和有关标准规定的焊接材料,并进行质量证明书和烘焙记录的检查。焊缝必须经过探伤检验,并符合设计要求和施工及验收规范的规定。
焊接接头形式和尺寸:焊接接头形式和尺寸应按照GB985-986中的规定执行。当采用手工焊时,焊条型牌号为E4303(J422)。
焊接检验:焊接接头经外观检查合格后,应按照JB4730规定进行局部射线、江苏无锡附近声波或磁粉无损检测。检验结果应符合射线级合格、江苏无锡附近超声波检测级合格的要求。磁粉或渗透检测的缺陷等级评定应符合JB/4735-97中的规定。
应力热处理:锥体、江苏无锡附近筒体的焊缝焊后应进行应力热处理。
成品保护:焊后不准撞砸接头,不准往刚焊完的钢材上浇水。低温下应采取缓冷措施。不准随意在焊缝外母材上引弧。各种构件校正好之后方可施焊,并不得随意移动垫铁和卡具,以防造成构件尺寸偏差。隐蔽部位的焊缝必须完隐蔽验收手续后,方可进行下道工序。



声测管厂家鑫亿呈钢管有限公司自成立起便将严谨的工作态度注入公司企业文化中,在 江苏无锡沉降板生产厂家产品质量上严格把关,不仅要确保服务,还要保证品级优良;在员工培养和管理中,每一位销售工程师都需要经过三个月的培训,并通过 江苏无锡沉降板生产厂家产品知识、技术能力等重要方面的多项考核后才可以正式上岗;同时设立售后服务专线,对于客诉员工,进行调查审核,一经证实,严肃处理; 我们始终坚持“诚信为本,把客户的需求视为己任”,通过不断地拓展 江苏无锡沉降板生产厂家渠道,满足客户需求,公司真诚邀请国内各区域用户合作。



需要注意以下几点:1. 安装位置的选择:在选择安装位置时,需要考虑路基或道路的结构类型、江苏无锡附近地质条件、江苏无锡附近荷载情况等因素,以确保江苏无锡沉降板能够准确地反映路基或道路的沉降情况。2. 安装质量的控制:在安装过程中,需要保证江苏无锡沉降板的安装质量,确保传感器与钢板或塑料板之间的连接牢固可靠,避免出现误差或损坏。3. 监测数据的处理:在监测过程中,需要对数据进行及时处理和分析,以便及时发现路基或道路的异常沉降情况,并采取相应的措施进行处理。4. 维护和保养:在使用过程中,需要对江苏无锡沉降板进行定期的维护和保养,包括清洁、江苏无锡附近润滑、江苏无锡附近检查等措施,以确保其正常运转和延长使用寿命。总之,路基江苏无锡沉降板和道路江苏无锡沉降板在道路工程中具有重要的作用和应用价值。通过这些江苏无锡沉降板的监测和控制,可以有效地提高道路的质量和性,减少交通事故的发生,为现代交通建设的发展做出积极的贡献。



沉降观测板1.1.3绿色设计理念。①节能能源:充分利用太阳能,采用节能的建筑围护结构以及采暖和空调,采暖和空调的使用。②节约资源:在建筑设计、江苏无锡同城建造和建筑材料的选择中,均考虑资源的合理使用和处置。要资源的使用,力求使资源可再生利用。由于其结构简单,使用方便,江苏无锡沉降板制造商已成为在弱堤施工中进行垂直变形观测必不可少的工具。江苏无锡沉降板由钢底板,金属量尺和保护套组成。钢底板尺寸为8mm*500mm*500mm。测量杆是直径为4厘米的钢管。在观察保护性江苏无锡沉降板时,将测量杆送去保养。一旦测量标记因碰撞而损坏,江苏无锡沉降板监测工作将停止。可以自动的设备将具有某些优势。江苏无锡沉降板制造商的主要产品分为两种类型:。该产品用于控制各种边坡地质灾害,边坡以及自然灾害,例如崩塌和崩塌。SNS是一种保护系统,作为必不可少的材料,以保护可能发生山体滑坡或塌方的车辆和行人的。


江苏无锡沉降板玛钢件的焊接是一个技术性较强的过程,需要遵循一定的标准和程序来确保焊接质量。以下是焊接江苏无锡沉降板玛钢件时的一些关键步骤和注意事项:
焊接准备:
焊接前应仔细检查玛钢件表面是否有油污、江苏无锡当地水分或氧化物等杂质,这些物质会影响焊接效果。
确定焊接方法,如手工电弧焊、江苏无锡当地气体保护焊等,并准备相应的焊接设备和材料。
焊接材料选择:
根据玛钢件的材质选择合适的焊接材料,如焊丝、江苏无锡当地焊条等,应选择与玛钢件材质相匹配的焊接材料。
对于异种金属的焊接,需要使用具有良好抗裂性能的特种合金钢焊条。
焊接过程:
预热:对于厚度较大或材质较敏感的玛钢件,焊接前应进行适当预热,以防止热裂纹的产生。
焊接:根据焊接工艺要求进行焊接,注意控制焊接电流、江苏无锡当地电压和焊接速度,确保焊缝均匀、江苏无锡当地美观,避免过热或不足。
多层焊接时,应逐层进行,每层焊缝应饱满且覆盖前一层焊缝。
焊接后的处理:
焊接完成后,应对焊缝进行冷却处理,避免快速冷却导致应力集中和裂纹。
对于重要部件或厚壁部件,焊后应进行应力热处理,以减少焊接应力,防止变形和裂纹。
焊接接头的表面应进行清理,去除焊渣和飞溅物,确保表面质量。
质量检验:
焊接完成后,应进行外观检查,确保焊缝无裂纹、江苏无锡当地气孔、江苏无锡当地夹杂物等缺陷。
根据需要进行无损检测,如射线检测、江苏无锡当地超声波检测或磁粉检测,以评估焊缝内部质量。
验收标准:
焊接接头的力学性能应满足设计要求,包括抗拉强度、江苏无锡当地屈服强度和延伸率等。
焊接接头的尺寸应符合相关标准的规定。



